دستگاه کشش راد سیم: کلیدی برای تولید سیم و کابل
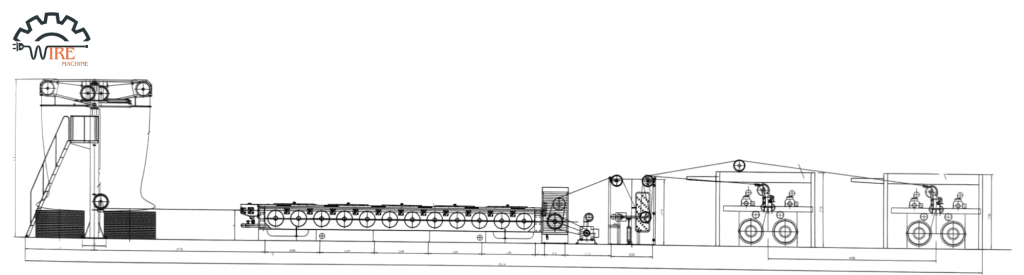
دستگاه کشش راد یا ماشین کشش راد اولین قدم در خط تولید سیم و کابل است. این دستگاه با اعمال کشش بر روی مفتولهای فلزی مانند مس و آلومینیوم، قطر آنها را کاهش داده و طولشان را افزایش میدهد. به عبارت سادهتر، دستگاه راد مفتولهای ضخیم را به سیمهای نازکتر تبدیل میکند که برای ساخت انواع سیم و کابل مورد استفاده قرار میگیرند.
یکی از قابلیتهای این دستگاه، کاهش قطر مفتولهای فلزی مانند مس و آلومینیوم است. به عنوان مثال، این دستگاه میتواند مفتول مسی 8 میلیمتری و آلومینیومی 11 میلیمتری را تا قطر 1.38 میلیمتر برساند.

کاربردهای دستگاه کشش راد
- تولید سیم و کابل: اصلیترین کاربرد دستگاه راد در تولید انواع سیم و کابل برای مصارف خانگی، صنعتی و برقرسانی است.
- کاهش قطر مفتول: با استفاده از این دستگاه میتوان قطر مفتول را به اندازه دلخواه کاهش داد.
- افزایش طول مفتول: در حین کاهش قطر، طول مفتول به طور قابل توجهی افزایش مییابد.
- بهبود خواص مکانیکی: فرآیند کشش باعث بهبود خواص مکانیکی سیم مانند استحکام و مقاومت در برابر کشش میشود.
اجزای اصلی دستگاه کشش راد
- کوره آنیل: قبل از ورود مفتول به دستگاه راد، برای نرم شدن و افزایش شکلپذیری آن، از کوره آنیل استفاده میشود.
- کپستنها: این غلطکهای فولادی با سرعتهای مختلف میچرخند و با اعمال نیروی کشش، قطر مفتول را کاهش میدهند.
- سیستم روانکاری: برای کاهش اصطکاک و جلوگیری از آسیب دیدن مفتول، از سیستم روانکاری استفاده میشود.
- سیستم کنترل: این سیستم به طور دقیق سرعت و نیروی اعمال شده بر روی مفتول را کنترل میکند.
انواع دستگاه کشش راد مس با مشخصات
در صنعت تولید سیم و کابل، دستگاههای کشش راد مس بهعنوان ابزارهای اصلی برای کاهش قطر مفتولهای مسی و تبدیل آنها به سیمهای نازکتر استفاده میشوند. در ادامه، به معرفی انواع مختلف این دستگاهها با مشخصات فنی میپردازیم:
۱. دستگاه کشش راد با سیستم سلیپ (Slip Type)
-
ساختار: یک موتور اصلی که نیروی کشش را از طریق دندهها به سایر کپستنها منتقل میکند.
-
ویژگیها:
-
سرعت پایینتر: به دلیل انتقال نیرو از طریق دنده، سرعت خط کمتر است.
-
ضایعات مس بیشتر: این ساختار بهدلیل اصطکاک زیاد و فشارهای اعمالشده، موجب تولید ضایعات مس بیشتری میشود.
-
وابستگی به عملکرد موتور اصلی: در صورت خرابی یکی از کپستنها، کل دستگاه متوقف میشود.
-
-
محدوده تولید: برای تولید سیمهایی با قطرهای بزرگتر مناسب است.
۲. دستگاه کشش راد با موتور مستقل (Individual Motor Drive)
-
ساختار: هر کپستن دارای موتور گیربکس مستقل است که کنترل دقیقتری را فراهم میکند.
-
ویژگیها:
-
سرعت بالاتر: امکان افزایش سرعت خط تولید بهدلیل کنترل مستقل هر کپستن.
-
کاهش ضایعات مس: با کنترل دقیقتر، مصرف ضایعات مس کاهش مییابد.
-
عملکرد مستقل: در صورت خرابی یکی از کپستنها، سایر قسمتها به کار خود ادامه میدهند.
-
-
محدوده تولید: برای تولید سیمهایی با قطرهای متوسط تا کوچک مناسب است.
۳. دستگاه کشش راد مدیوم (Medium Type)
-
ساختار: این مدلها برای تولید سیمهایی با قطر بیشتر طراحی شدهاند.
-
ویژگیها:
-
قطر ورودی بزرگتر: توانایی کشش مفتولهایی با قطرهای بزرگتر نسبت به مدلهای دیگر.
-
مناسب برای تولید سیمهای ضخیمتر: برای تولید سیمهایی با قطرهای بیشتر از ۲ میلیمتر مناسب هستند.
-
-
محدوده تولید: برای تولید سیمهایی با قطرهای بزرگتر از ۲ میلیمتر طراحی شدهاند.
۴. دستگاه کشش راد با سیستم آنیل پیوسته (Continuous Annealing)
-
ساختار: ترکیبی از دستگاه کشش راد و سیستم آنیلینگ که فرآیند آنیلینگ را بهصورت پیوسته انجام میدهد.
-
ویژگیها:
-
کیفیت بالاتر محصول: فرآیند آنیلینگ پیوسته باعث بهبود خواص مکانیکی سیم میشود.
-
کاهش هزینهها: با ترکیب دو فرآیند در یک دستگاه، هزینههای تولید کاهش مییابد.
-
-
محدوده تولید: برای تولید سیمهایی با قطرهای مختلف مناسب است.
۵. دستگاه کشش راد با سیستم چندخطی (Multi-Line)
-
ساختار: امکان کشش چندین سیم بهطور همزمان را فراهم میکند.
-
ویژگیها:
-
افزایش ظرفیت تولید: با کشش چندین سیم بهطور همزمان، ظرفیت تولید افزایش مییابد.
-
کاهش هزینهها: با استفاده از یک دستگاه برای چندین خط تولید، هزینهها کاهش مییابد.
-
-
محدوده تولید: برای تولید سیمهایی با قطرهای مختلف مناسب است.
| ویژگی | Slip Type | Individual Motor Drive | Medium Type | Continuous Annealing | Multi-Line |
|---|---|---|---|---|---|
| ساختار انتقال نیرو | موتور اصلی به دندهها | موتور مستقل برای هر کپستن | طراحی برای قطرهای بزرگتر | ترکیب کشش و آنیلینگ | کشش چندین سیم همزمان |
| سرعت خط تولید | پایینتر | بالاتر | متناسب با نیاز تولید | بالا | بالا |
| ضایعات مس | بیشتر | کمتر | متناسب با طراحی | کمتر | متناسب با طراحی |
| عملکرد در صورت خرابی | توقف کل دستگاه | ادامه کار سایر قسمتها | وابسته به طراحی | وابسته به طراحی | وابسته به طراحی |
| مناسب برای تولید سیم | با قطر بزرگتر | با قطر متوسط تا کوچک | با قطر بزرگتر | با قطرهای مختلف | با قطرهای مختلف |
در نهایت، انتخاب نوع دستگاه کشش راد بستگی به نیازهای تولید، نوع سیم مورد نظر و شرایط عملیاتی دارد. برای اطلاعات دقیقتر و مشاوره فنی، توصیه میشود با کارشناسان فنی در این حوزه مشورت نمایید.


| مدل | ROD-TX200 | ROD-TX400 | ROD-TX1000 | ROD-TX1200 | Model |
|---|---|---|---|---|---|
| قطر سیم ورودی مس(mm) | 8 | 8 | 8 | 8 | Inlet Dia Cu (mm) |
| قطر سیم ورودی آلومینیوم(mm) | 9.5 | 9.5 | 9.5 | 9.5 | Inlet Dia Al (mm) |
| قطر سیم خروجی(mm) | 1.2_4.50 | 1.2_4.50 | 1.2_4.50 | 1.2_4.50 | Outlet Diameter (mm) |
| تعداد سیم قابل کشش | 1 | 1 | 1 | 1 | Number Of Wire |
| سرعت خط (m/s) | 11 | 14 | 18 | 30 | Line Speed |
| تعداد کاپیستان | 14 | 14 | 16 | 16 | Dies |
| آنیلر(A) | 2500 | 2800 | 3500 | 5000 | Annealer(A) |
| موتور اصلی(Kw) | 130 | 180 | 230 | 350 | Motor Power (kw) |
| موتور انیلر(Kw) | 5.5 | 7.5 | 11 | 15 | Annealer Motor Power |
| خروجی کار | Coiler/Spooler | Coiler/Spooler | Coiler/Spooler | Coiler/Spooler | Take-Up |
{kind=link}
{kind=link}
{kind=link}
فرآیند کشش در دستگاه راد
- مفتول اولیه: فرآیند با وارد کردن یک مفتول فلزی با قطر مشخص به دستگاه آغاز میشود. این مفتول معمولاً از مس یا آلومینیوم است.
- کوره آنیل: قبل از ورود مفتول به بخش اصلی دستگاه، آن را از یک کوره آنیل عبور میدهند. این فرآیند باعث نرم شدن مفتول و افزایش شکلپذیری آن میشود.
- کپستنها: مفتول از بین مجموعههایی از غلطکهای فولادی به نام کپستن عبور میکند. هر کپستن با سرعتی بیشتر از کپستن قبلی میچرخد. این اختلاف سرعت باعث ایجاد نیروی کششی میشود که مفتول را نازکتر و بلندتر میکند.
- قالبها: بین هر دو کپستن، قالبی قرار دارد که قطر آن از قالب قبلی کمتر است. مفتول با عبور از این قالبها، به شکل مورد نظر در میآید.
- روانکاری: برای کاهش اصطکاک و جلوگیری از آسیب دیدن مفتول، در طول فرآیند کشش از روانکار استفاده میشود.
- خنککاری: پس از هر مرحله کشش، مفتول برای جلوگیری از گرم شدن بیش از حد خنک میشود.
عوامل موثر بر کیفیت محصول نهایی
نوع فلز: نوع فلز مورد استفاده (مس، آلومینیوم و …) و خواص آن بر کیفیت سیم تولیدی تاثیرگذار است.
قطر اولیه مفتول: قطر اولیه مفتول تعیینکننده قطر نهایی سیم است.
تعداد کپستنها: تعداد کپستنها و اختلاف سرعت آنها بر میزان کاهش قطر و طول مفتول تاثیر میگذارد.
نوع قالبها: جنس و شکل قالبها بر کیفیت سطح و ابعاد سیم تاثیر میگذارد.
روانکار: نوع و مقدار روانکار بر کاهش اصطکاک و جلوگیری از آسیب دیدن مفتول موثر است.
سرعت کشش: سرعت کشش بر یکنواختی قطر سیم و خواص مکانیکی آن تاثیر میگذارد.
تفاوت بین دستگاه کشش راد و دستگاه کشش سیم
| ویژگی | دستگاه راد | دستگاه کشش سیم |
|---|---|---|
| مرحله تولید | اولین مرحله | مراحل بعدی |
| قطر اولیه | قطر مفتولها بزرگتر است | قطر سیمها کوچکتر است |
| دقت | دقت کمتری نسبت به دستگاه کشش سیم دارد | دقت بسیار بالایی دارد |
| پیچیدگی | معمولاً سادهتر است | ممکن است پیچیدهتر باشد |
| هدف | کاهش قطر اولیه و آمادهسازی برای مراحل بعدی | دستیابی به قطر دقیق و خواص نهایی |
به طور خلاصه، میتوان گفت که دستگاه کشش راد و دستگاه کشش سیم هر دو برای کاهش قطر فلزات استفاده میشوند، اما دستگاه راد در ابتدای فرآیند تولید و برای کاهش قطر اولیه مفتولها استفاده میشود، در حالی که دستگاه کشش سیم در مراحل بعدی برای دستیابی به قطر دقیق و خواص نهایی سیم استفاده میشود.
استفاده از این دستگاه بسیار آسان است، اما در عین حال نیازمند تجربه و مهارتهای خاصی است. جزئیات مربوط به نحوه کار با آن در برنامه آموزشی که برای اپراتورهای پرسنل ارائه میشود، به مشتریان توضیح داده خواهد شد.
برای مشاهده محصولات
کلیک کنید
برای مشاوره و خرید ماشین آلات با شماره های زیر تماس بگیرید:
